Mastercam X5 OptiRough.
Dịch theo suy đoán là Phương pháp gia công thô tối ưu trong Mastercam X5 (Optimize Rough).
[video=youtube;cQDSwxcK3Xw]http://www.youtube.com/watch?v=cQDSwxcK3Xw&feature=player_embedded[/video]
Đối với trường hợp trên video này :
-Loại Máy :Makino S56
-Chế độ cắt :Số vòng quay trục chính 3500 vòng/phút,Feed rate 125 ipm (inch per minute),0,50inch step over,0,50 inch step up.
-Đường kính dao 5/8 inch,4 lưỡi cắt,loại dao bullendmill.
-Vật liệu phôi : 420 stainless steel,độ cứng 32 Rockwell C.
[video=youtube;w3Uqc0son_A]http://www.youtube.com/watch?v=w3Uqc0son_A&feature=player_embedded[/video]
Video trên cho thấy hiệu suất cắt gọt của OptiRough so với Pocket surface rough và Rest Mill của Mastercam V9
Trong khi trường hợp 1 chỉ cần dùng một toolpath (trường hợp 2 sử dụng 3) Với cùng một loại máy,vật liệu phôi và chi tiết giống nhau hoàn toàn nhưng OptiRough của X5 đã rút ngắn được gần 2 phần 3 thời gian gia công cùng một sản phẩm
Đặc điểm của OptiRough
-Gia công tốc độ cao.
-Loại toolpath : 2D highspeed toolpath.
-Thường sử dụng một dao vừa thô vừa tinh nếu có thể,rút ngắn quá trình gia công,có thể sử dụng duy nhất một toolpath mà không cần kết hợp với một số finish toolpath.
-Quá trình gia công thô thường diễn ra :
+Dao sẽ thực hiện gia công thô theo các step depth có thể rất dày.
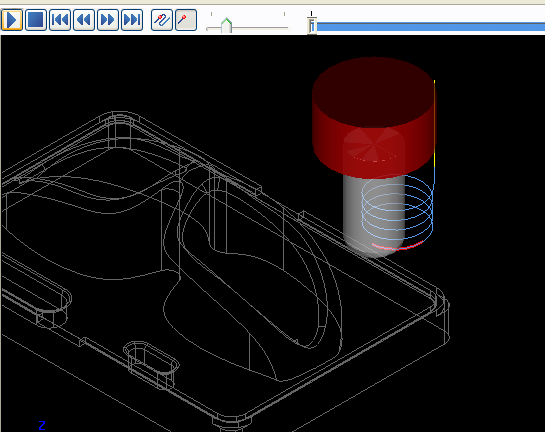
+Cách xuống dao : Helix only theo kiểu xoắn ốc với bước xoắn phù hợp.
+Cách phá thô theo kiểu khoan một lỗ bằng chiều sâu của một lát cắt với tốc độ thấp và mở rộng vùng cắt với tốc độ cao.
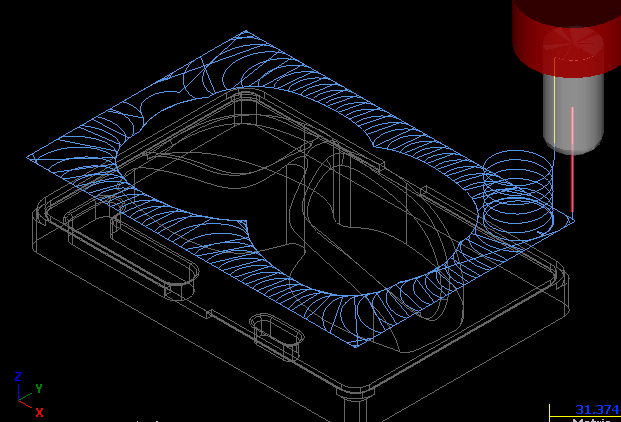
+Feed rate thay đổi liên tục phù hợp với cách di chuyển dao bỏ qua những chỗ khó tiếp cận,tập trung cắt gọt bằng cách lượng theo contour sau đó trở về vị trí bắt đầu là tiếp tục cắt.
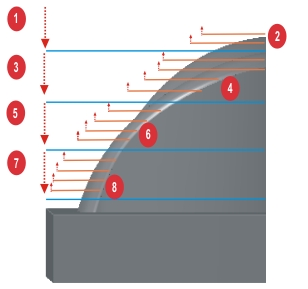
+Đối với các bề mặt có tính surface dao sẽ tiến hành phá khu vực trước khi đạt chiều sâu,các phần hốc lồi sẽ tiến hành gia công từ dưới lên (step up not step down).
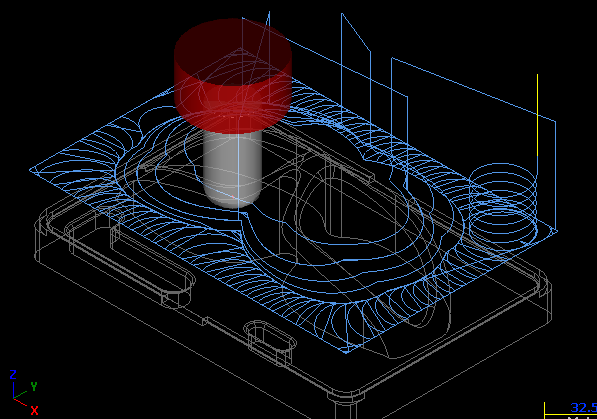
+Khuynh hướng phá thô.OptiRough ưu tiên phá các vùng rộng trước theo step depth và lần lượt cho vùng hẹp,thu hẹp vùng gia công lại làm cho thời gian gia công được rút ngắn.
Dịch theo suy đoán là Phương pháp gia công thô tối ưu trong Mastercam X5 (Optimize Rough).
[video=youtube;cQDSwxcK3Xw]http://www.youtube.com/watch?v=cQDSwxcK3Xw&feature=player_embedded[/video]
Đối với trường hợp trên video này :
-Loại Máy :Makino S56
-Chế độ cắt :Số vòng quay trục chính 3500 vòng/phút,Feed rate 125 ipm (inch per minute),0,50inch step over,0,50 inch step up.
-Đường kính dao 5/8 inch,4 lưỡi cắt,loại dao bullendmill.
-Vật liệu phôi : 420 stainless steel,độ cứng 32 Rockwell C.
[video=youtube;w3Uqc0son_A]http://www.youtube.com/watch?v=w3Uqc0son_A&feature=player_embedded[/video]
Video trên cho thấy hiệu suất cắt gọt của OptiRough so với Pocket surface rough và Rest Mill của Mastercam V9
Trong khi trường hợp 1 chỉ cần dùng một toolpath (trường hợp 2 sử dụng 3) Với cùng một loại máy,vật liệu phôi và chi tiết giống nhau hoàn toàn nhưng OptiRough của X5 đã rút ngắn được gần 2 phần 3 thời gian gia công cùng một sản phẩm
Đặc điểm của OptiRough
-Gia công tốc độ cao.
-Loại toolpath : 2D highspeed toolpath.
-Thường sử dụng một dao vừa thô vừa tinh nếu có thể,rút ngắn quá trình gia công,có thể sử dụng duy nhất một toolpath mà không cần kết hợp với một số finish toolpath.
-Quá trình gia công thô thường diễn ra :
+Dao sẽ thực hiện gia công thô theo các step depth có thể rất dày.
+Cách xuống dao : Helix only theo kiểu xoắn ốc với bước xoắn phù hợp.
+Cách phá thô theo kiểu khoan một lỗ bằng chiều sâu của một lát cắt với tốc độ thấp và mở rộng vùng cắt với tốc độ cao.
+Feed rate thay đổi liên tục phù hợp với cách di chuyển dao bỏ qua những chỗ khó tiếp cận,tập trung cắt gọt bằng cách lượng theo contour sau đó trở về vị trí bắt đầu là tiếp tục cắt.
+Đối với các bề mặt có tính surface dao sẽ tiến hành phá khu vực trước khi đạt chiều sâu,các phần hốc lồi sẽ tiến hành gia công từ dưới lên (step up not step down).
+Khuynh hướng phá thô.OptiRough ưu tiên phá các vùng rộng trước theo step depth và lần lượt cho vùng hẹp,thu hẹp vùng gia công lại làm cho thời gian gia công được rút ngắn.