Bài viết này sẽ giới thiệu cho bạn quy trình thiết kế gia công tiện lập trình bằng MasterCam và đi vào thực tế trên máy tiện CNC HITACHI SYSTEM 3T.
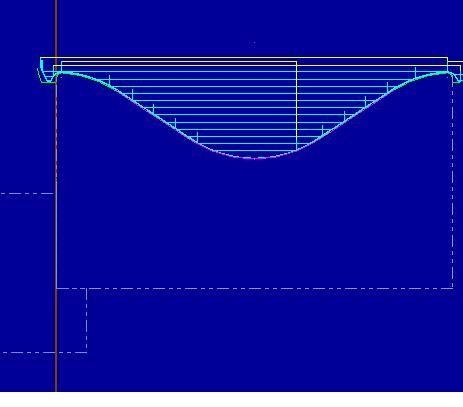
- Dạng sản phẩm: Bánh cán tole sóng tròn.
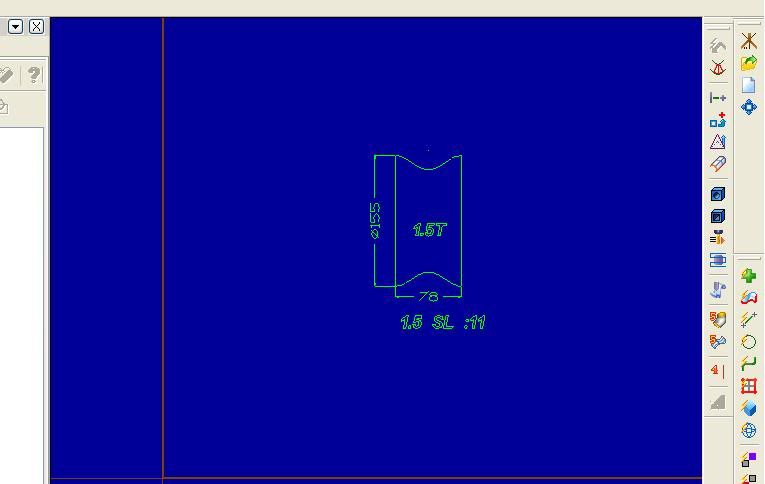
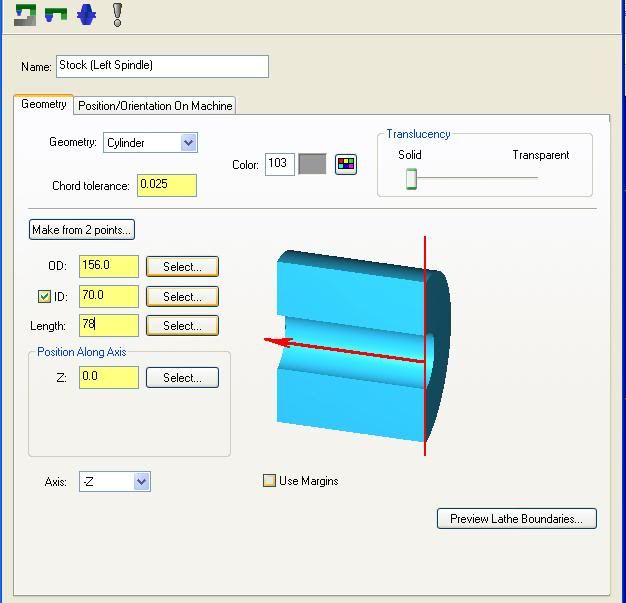
- Kích thước phôi :156×78 chiều dày chuẩn.
- Gia công bằng 2 loại dao tâm một loại 55 độ(thô) và một loại 35 độ (tinh).

Phôi thường dung cho bánh cán tole là thép C45
Kích thước phôi thường được chọn tuỳ thuộc chất lượng,hình dáng phôi.Ở đây phôi có kích thước như sau :
Dày : 78mm (chuẩn)
Đường kính phôi: 156mm
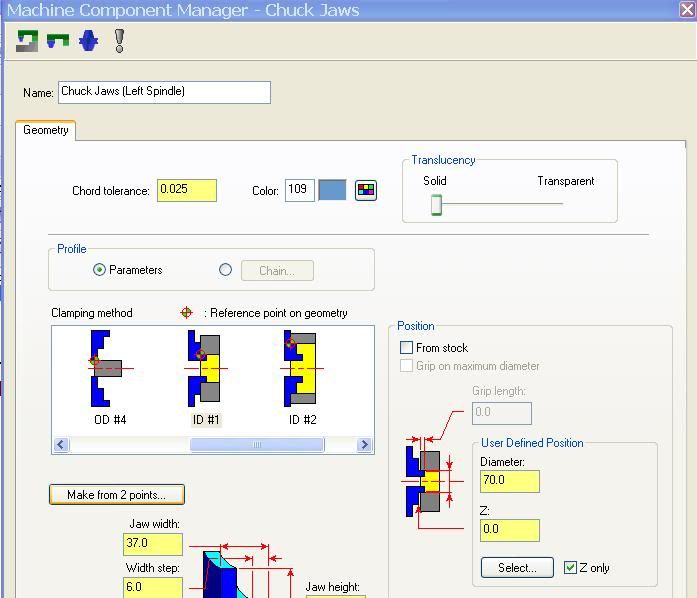
Lỗ: đường kính 70
2. Yêu cầu về độ chính xác.
Dung sai cho phép 0.2mm
3.Tiến hành lập trình gia công trên MasterCam X3:
Khởi động MX và mở file bản vẽ của chi tiết: .dwg
Mở layer và ẩn các layer không cần dùng để lập trình,mổi đường chạy dao sử dụng một layer duy nhất :
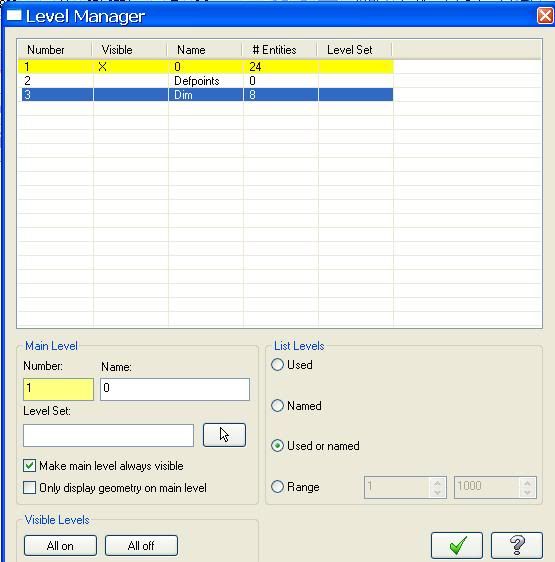



Kết quả
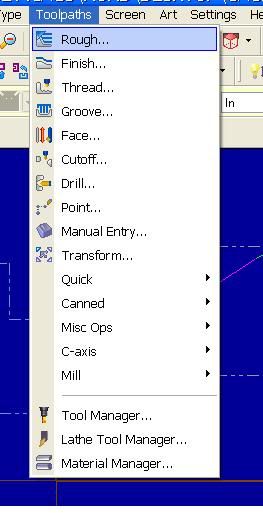
Vào toolpath chọn finish :
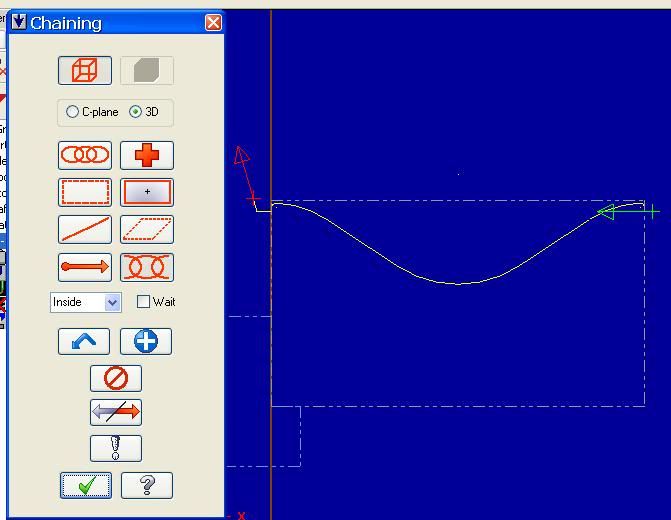
Chọn Chain là đường chạy dao trước đó
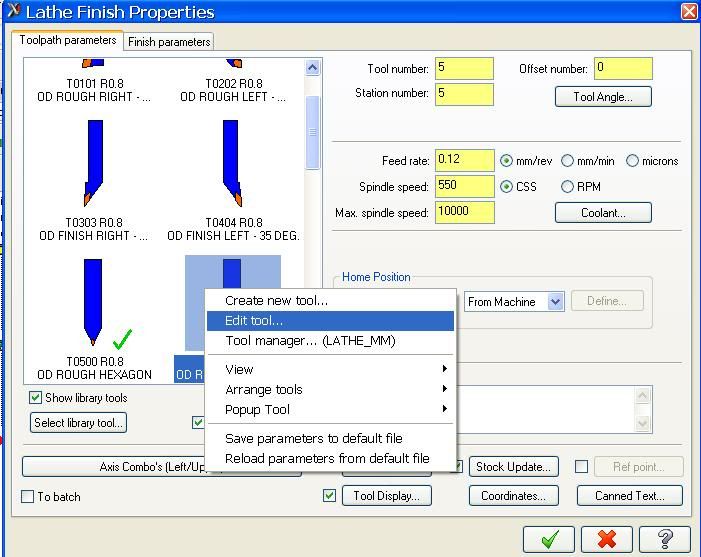
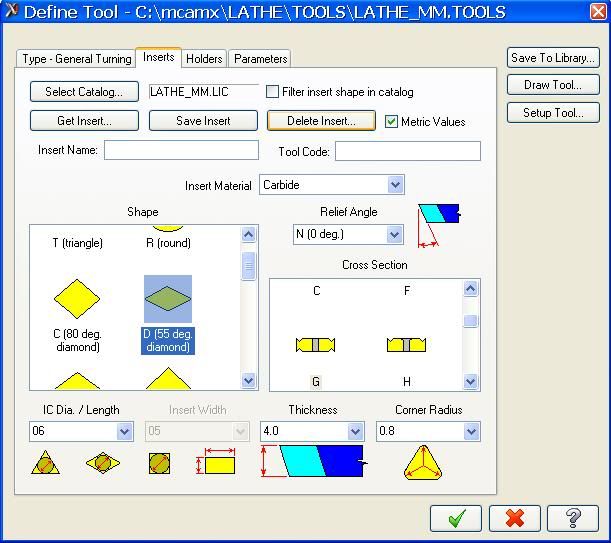
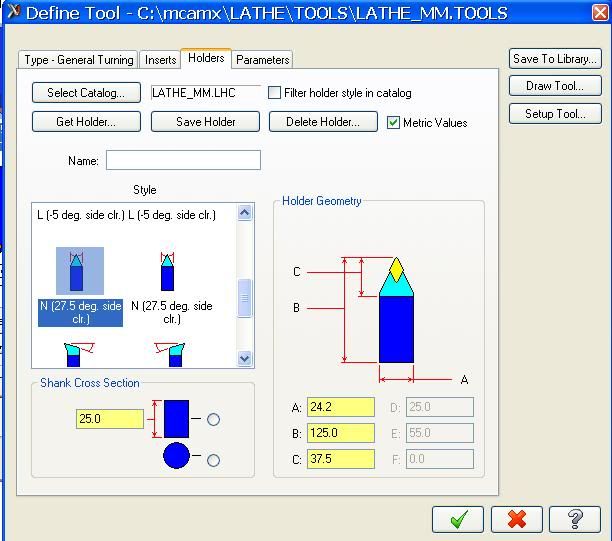
Vào tab tool parameters và chỉnh sửa các thong số dao cho đúng yêu cầu.Ở đây chọn loại dao tâm.Insert có chiều dày 4mm,bán kính đỉnh dao 0.8mm
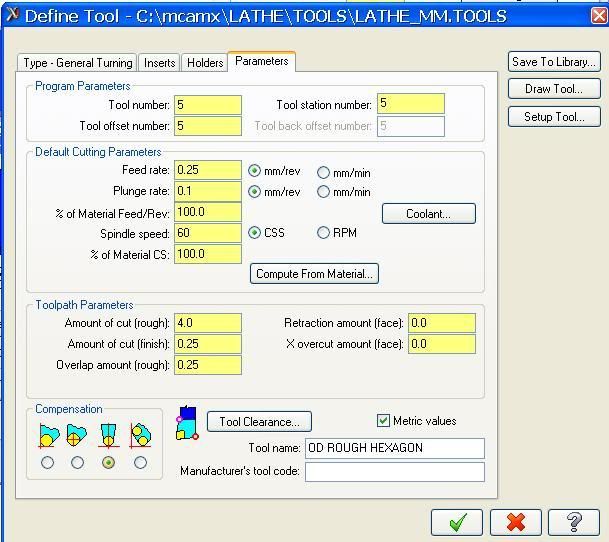
Các thong số và lựa chọn khác làm giống như dao phá thô (lý do cùng loại cán dao tâm,chỉ khác loại Insert)Nhập các thong số cho toolpath là feed rate :0.12,tốc độ trục chính 720 vòng/phút.
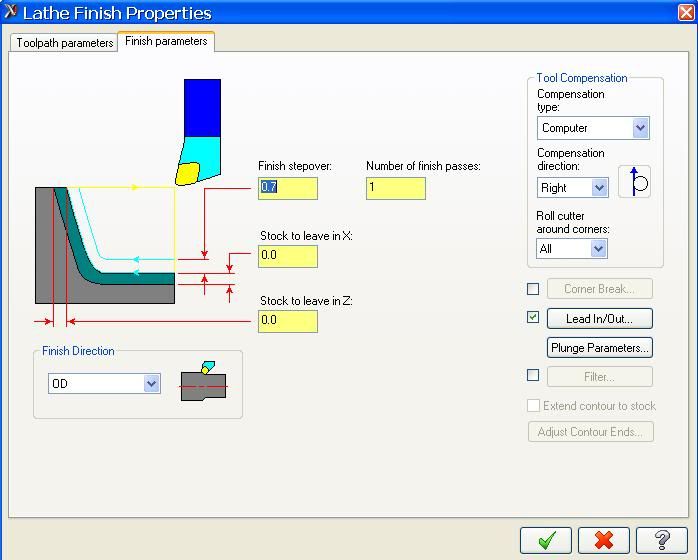
Các thong số cho finish parameter :
Finish stepover :Chiều sâu cắt cho Pass gia công cuối là 0.1mm.
Number of finish stepover :Số Pass gia công tinh (cho bao nhiêu Pass là tùy người lập trình),Ở đây mình nhập là một Pass,vì lượng dư của Pass gia công trước để lại là 0.1mm.
Stock to leave in X :Lượng dư chừa lại sau gia công tinh.Ở đây mình chọn là 0 vì đã là tinh.
Stock to leave in Z :Lượng dư chừa lại cho phương Z là 0.tương tự phương X
Các thong số khác trong hộp thoại có thể giải thích như sau :
Phần Tool compensation :Bù dụng cụ cắt
Compensation type :Kiểu bù dao có các lựa chọn sau,nhưng mình biết cái nào nói cái ấy,các kiểu khác các bạn tự tìm hiểu .
Kiểu Computer: Bù dao bằng cách phần mềm tự tính tóan và khi xuất chương trình chỉ có tọa độ,không có G40,G41,G42.
Kiểu Control: Bù dao theo hệ điều khiển của máy CNC.Khi xuất chương trình sẽ có G40,G41,G42.
Compensation direction: Hướng bù dao :Right :Bù dao phải,Left :bù dao trái.
Roll cutter around corners :Chọn xử lý cạnh chi tiết hoặc không hoặc chạy theo hình dạng.
Corner Break : các kiểu phá bỏ góc cạnh hoặc bo cạnh.
Lead in/out :
Nhập các thong số cho việc vào dao ra dao.Thông thường mình chọn
Lead in

Lead out +90 .Rút dao thẳng góc.
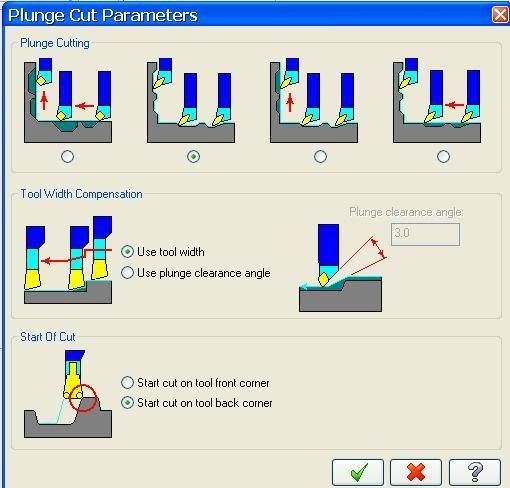
Plunge Parameter :Chế độ cho phép hoặc không cho phép gia công rãnh nếu có trên chi tiết.Lựa chọn này thích hợp với trường hợp khi sử dụng dao này để gia công nhưng không cho phá rãnh vì loại dao đó không thích hợp gia công rãnh,để lại cho bước khác làm.
Z-234.874 Z0.000
Nhấn OK để tiếp tục.Mastercam sẽ tự động tính toán cho bạn.
Hết phần 1
________ Nguồn: Linkin – Vinamech.com________